产品别名 |
切膜刀片,双面刀片,单面刀片,三孔刀片 |
面向地区 |
全国 |
合金刀片厚度和齿数的选择
待切割铝合金材料的切割面积和厚度都决定了合金刀片的厚度和齿轮的数量。 如果要切割的材料相对较薄,则异形刀片应较薄,齿轮数应较大,这样可以大大减少材料弯曲和毛刺的发生; 待切割的材料相对较厚,刀片应较厚,齿轮数少,可大大减少挠度,粘连和碎裂。 因此,有必要根据要切割的材料的厚度和切割要求选择正确的刀片厚度和齿数。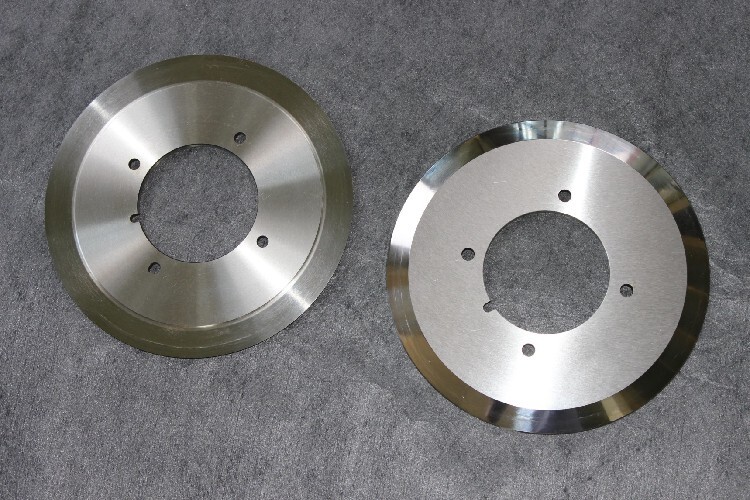
铝合金刀片尺寸(直径)尺寸选择
铝合金薄板的尺寸需要与所用机器的设备和切割材料的厚度有关。 根据机器的尺寸和材料选择正确的直径锯片。
异形刀片制作材料:
异形刀片由耐磨性制成,但同时韧性较低。 硬度和韧性相反,这是需要改进的一方面。 如果是石墨圆刀片,则可以选择具有更好韧性的材料。
异型刀片表面涂层:
金刚石涂层的圆刀片具有硬度高,耐磨性好,摩擦系数低的优点,是目前比较理想的生产方法。 但是,生产成本较高,目前该领域的技术还不够成熟。 石墨涂层异形叶片被广泛使用和实用。
我们来谈谈生产操作中需要注意的事项:由于钨钢薄刀硬度高且易碎,因此须轻拿轻放,在搬运,存放和安装过程中将其水平放置,并且不得与任何硬物碰撞。 对于精度低,速度慢的细缝,请勿使用钨钢细刀,因为这会缩短圆形刀片的寿命。 装刀:装刀前,请务必检查刀头的运转端是否正常(0.1mm),刀头的平面度是否符合标准。
磨锐:正确调整圆形刀片和砂轮之间的间隙。 如果间隙不正确,则在磨刀时会发生变形,从而导致圆形刀片破裂。 安装砂轮后,检查砂轮螺栓是否松动。 如果砂轮的端面太大,则砂轮的撞击会导致砂轮破裂。 砂轮的角度应大致等于圆形刀片切削刃的角度。 磨刀块的尺寸和移动块的行程决定了磨刀时的稳定性效果,并且行程间隙要求在3-5 mm之间。
在精细研磨之后和涂覆之前,工具或刀片通常会增加切削刃。 这个过程的名称目前国内和国外都不同,但它不在于边缘增强”,“边缘切割”,“边缘钝化或钝化”,“ER处理”,“边缘准备”种类。 它们的含义在这里是相同的,但这些并不完全相同。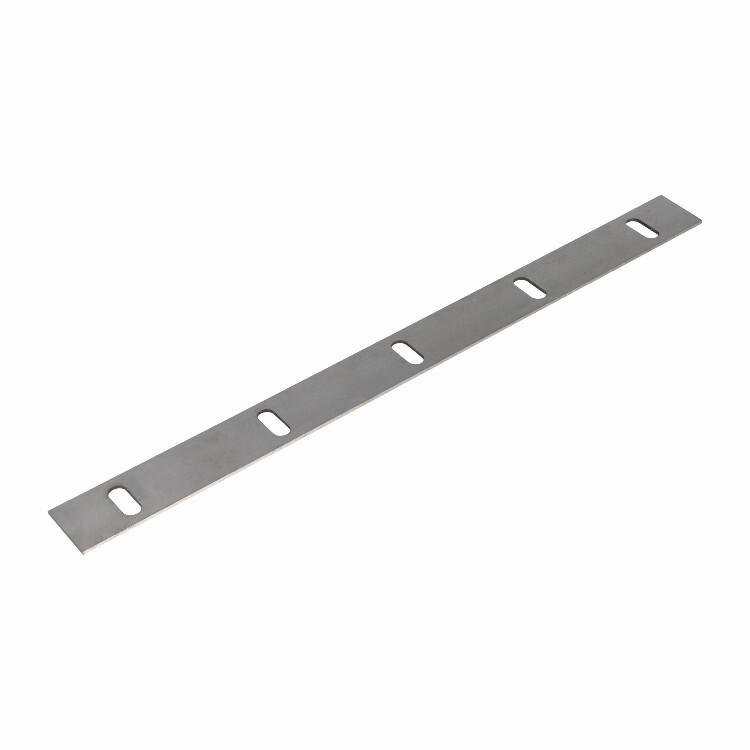
影响硬质合金刀具性能变化的因素有很多,加工质量,使用条件(如机器条件,空白条件)。 另一个重要因素往往被忽视,即切削刃的微观几何形状。 有许多不同的方法可以加强优势:振动强化,金刚石石材手工加工,中等强度,浆料强化,橡胶砂轮加固,磨料,干或湿喷砂加固,翻滚加固和刷子强化。
纵切刀片它属于纵剪。 当使用这种类型的切刀刀片时,只要放入材料,可以在板上进行必要的切割。 它不仅可以同时形成,而且准确,重要的是它。 当使用纵向剪刀时,它们通常被切割用于冲裁过程,因此使用效率非常高。 普通片材纵切刀片和斜刀片剪切机刀片有两种。
最近来访记录