






产品别名 |
分切圆刀片,圆形刀片,圆刀片 |
面向地区 |
全国 |
经过两三次回火后将圆刀片放置在常温空气中冷却,这样圆刀片的热处理就完成了。要记住,不管是圆刀片还是其他刀片,使用时候的硬度都是经过回火得到的,一般经过淬火加温后得到一个较高的硬度,然后经过回火再来得到想要的圆刀片硬度。
上、下圆盘分切刀片方法使用广泛,主要有切线分切与非切线分切两种。切线分切为材料从上下两圆盘刀的切线方向分切,这种分切对刀比较方便,上圆盘刀和下圆盘刀可根据分切宽度要求,很容易当地接调整方位。它的缺点是材料很容易在分切处产生漂移现象,所以精度不高,现在一般不必。非切线分切是材料和下圆盘刀有一定的包角,下圆盘刀落下,将材料切开。这种分切方法能够使材料不易产生漂移,分切精度高。可是调刀不是很方便,下圆盘刀安装时,将整轴拆下。圆刀分切适合分切比较厚的复合膜和纸张类。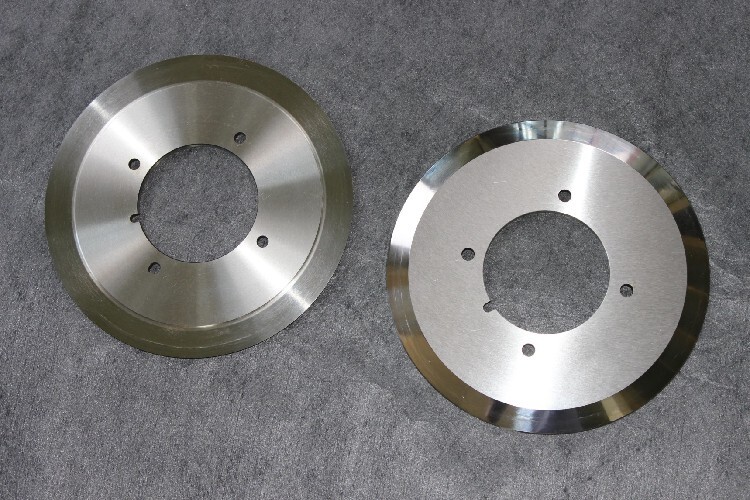
圆刀揉捏式分切在行业里的使用领域不很常见,它主要是由与材料速度同步并与材料有一定的包角,底辊和调理便利的气动分切刀组成。这种分切方法既能够分切比较薄的塑料薄膜,也能够分切比较厚的纸张、无纺布等。是一种比较方便的分切方法,也是分切机分切方法的一个发展方向。
分切圆刀片材质与工艺:产品选用材料如:(T10、9CrSi、6CrW2SiCr12MoV、LD、SKD-11、SKH-2、SKH-51、M2、W6Mo5Cr4V2(SKH)、钨钢等)作为原材料。对纵切、横切的刀具精度要求较高,切断阻力小,耐磨性大,刃口锋利持久。井应用了高科技技术,将刀片进行陶瓷复合及刀片表面碳化钨镀层处理、这样刀片在分切时,不易磨损而且也不帖粉沫,减少了分切时的摩擦力,解决了这一难题,大大提高了分切精度和速度,井延长了刀具的使用寿命。
分切圆刀片需要哪些技术改进
一、分切圆刀片的动平衡性,对提高刀片的安全性有很大的帮助,因为圆刀片的不平衡量会对主轴系统产生一个附加的径向载荷,其大小与转速的平方成正比.
二、圆刀片的夹紧方式,圆刀片的夹紧方法不允许采用一般的摩擦力夹紧,要用带中心孔的刀片,螺钉夹紧方式,或用特殊设计的圆刀片构造以避免刀片甩飞,刀座,刀片的夹紧力方向好与离心力方向共同,一起要操控好螺钉的预紧力,避免螺钉因过载而提前受损,对于小直径的带柄铣刀,可采用液压夹头或热胀冷缩夹头完成夹紧的和高刚度.
三、分切机刀片钛合金作为刀片材料,可有效减少圆刀片的破裂和提高它的极限转速.但由于钛合金对切口不怎么感冒,所以不适合制造刀体,因此有的高速铣刀已经开始用高强度铝合金来制造刀体了.
四、分切圆刀构造上,应尽量避免和减小受力集中,刀片上的槽会引起应力下降刀片的强度,因而应尽量避免通槽和槽底带尖角。
分切圆刀片的特点
1、采用高温低压烧结而成的钨钢圆刀片材料,产品内部金相组织致密性好,有效地减少了合金中的显微孔隙,提高致密性,避免刃口在精磨及使用过程中发生崩刃的现象,提高切割截面的光洁度。
2、采用磨床精磨刃口,加工精度高,光洁度高达到镜面效果刃口锋利,无崩刃,无卷刃现象的优点;被切割截面平整、光滑。
3、硬度高、刃口锋利、耐磨性好,一次装机切削工作周期长,是高速钢刀片寿命的10多倍以上。
4、耐酸耐碱耐腐蚀、抗氧化、不生锈的特点。
最近来访记录







