


产品别名 |
大回旋刀片,分切机刀片 |
面向地区 |
全国 |
材质 |
9CrSi |
适用机械 |
分切机 |
刀片种类 |
造纸工业刀片 |
适用机床 |
多款供选 |
刀片热处理:选用大直径真空淬火炉,热处理均匀,刀片硬度HRC:53°-65°,采用CNC加工机械,研磨加工工艺使刀片精度高。硬度高、韧性好、使用寿命长、不用经常换刀,省去换刀时间提升工作效率。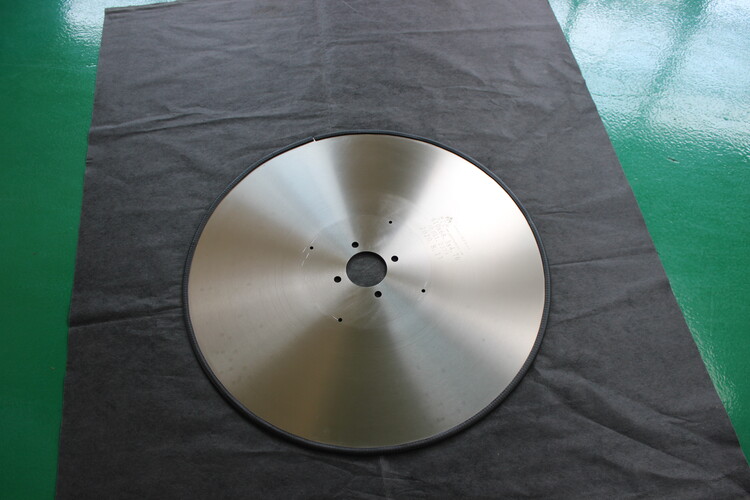
刀片光整的步骤是:
1. 认为刀片已磨好(不见火花),这时不必给进给量,让磨刀机自行往复几个行程,行程多少视刀片的长短而定,短则少行程。
2. 从磨刀机上取下刀片用油石进行手工修研可获得的锋利刃口。其做法是用浸过油的油石轻轻的除去刃口上由磨刀机产生的微小毛刺,将油石 紧贴在前刀面上旋转移动油石至刀片全长。
3. 用同样的方法移动油石至刀片全长精磨后刀面,但将油石略倾一角度,以不大于1°为宜按上述方法刃磨后,一片理想的刀片才算完成。
切纸机是印刷企业的设备,同时广泛应用于印刷出版业、造纸业、包装业、装饰装潢等多个行业,应用十分广泛。其为基本的功能和运用就是裁切。裁切终执行元件就是刀片。一方面刀片的好坏以及使用是否合理直接影响裁切质量,另一方面不合理的刃磨角度和使用会严重地破坏切纸机的精度和寿命。所以使用维护和刃磨好刀片是切纸机应用和保养的步。
无论用于何种加工,剪板机刀片都有三个主要角度:前角、切入角和后角。其作用如下:①前角:影响切削力、切削刃强度和切屑流动特性;②切入角:控制切削力的方向,有效减薄切屑,保护切削刃薄弱的部位;③后角:确保刀具切削时不会与工件发生摩擦。
通过对刀具的这三个角度进行综合优化,可以强化切削刃,同时使工件材料能从切削区自由流出,从而减小切削力,延长刀具寿命。
圆盘刀片在生产过程中应用广泛地刀具种类之一,基本在企业的生产车间都会接触到的,因此圆刀片的安全操作很重要。
在使用圆盘刀片进行操作之前要认真检查,看各部分是否正常,而且不要单使用,防止刀片弹出出现伤人事件;要根据规定的剪板厚度,调整圆刀片的剪刀间隙.不准同时剪切2种不同规格、不同材质的板料;不得叠料剪切.剪切的板料要求表面平整,不准剪切无法压紧的较窄板料;圆盘刀片操作者送料的手指离剪刀口应保持少200mm以外的距离,并且离开压紧装置.作业后产生的废料有棱有角,操作者应及时清除,防止被刺伤、割伤。以上几点就是圆盘刀片基本安全操作要注意的要点。
日常使用应该需要注意:
1、避免在潮湿或灰尘多的环境中使用;
2、刀口钝后,可以使用又石修磨;
3、要是碰到切口不齐可以调整刀具的压力;
4、禁止切任何高硬度和金属材料,以免崩坏刀口;
5、对于切柔软的纸样可先平铺夹在两张衬纸衬纸在纸张中间再切取。
