






产品别名 |
分切圆刀片,圆形刀片,圆刀片,分切机刀片 |
面向地区 |
全国 |
上、下圆盘分切刀片方法使用广泛,主要有切线分切与非切线分切两种。切线分切为材料从上下两圆盘刀的切线方向分切,这种分切对刀比较方便,上圆盘刀和下圆盘刀可根据分切宽度要求,很容易当地接调整方位。它的缺点是材料很容易在分切处产生漂移现象,所以精度不高,现在一般不必。非切线分切是材料和下圆盘刀有一定的包角,下圆盘刀落下,将材料切开。这种分切方法能够使材料不易产生漂移,分切精度高。可是调刀不是很方便,下圆盘刀安装时,将整轴拆下。圆刀分切适合分切比较厚的复合膜和纸张类。
在选择分切刀片要适合机器的刀片,有些用户总是片面客观的寻求进口刀片,却忽略与自己的机型应该相配套的刀片。在没有分清刀片的使用和自己的用处,就认为只有进口的刀片才是好的、经用的刀片。其实不然,不管是进口还是国产的,只有利于产品使用,才是适宜的刀片。
分切刀片在使用过程中应当注意的地方
1、每次刃磨刀口时,充分冷却,以免刀口退火。为了使刀口更锋利,更光亮,在运用前使用油石将刀口进行精细刃磨。裁切时,应在刀口常常涂抹肥皂或石腊,以延长切刀的度,使裁切物切边润滑。如果发现裁切物切边有拉纸现象,应随时用油石修刃口或从头刃磨刀口。
2、不要将手臂放于刀床和压纸器下
主要承认主电机发动按钮处于中止状况,并承认主电机皮带轮处于静止状况,将刃磨好的刀片装在换刀器上,再将换刀器同刀片一同推到压纸器前刀床装刀片处,将裁切换刀选择开关置于右端换刀方位“”,按前所说方法滚动挂刀设备,将刀片上升到较高的位置,装上刀片衔接螺钉并拧紧,然后拧松换刀器上的2个手柄,拆下换刀器后,装上其他刀片衔接螺钉并拧紧;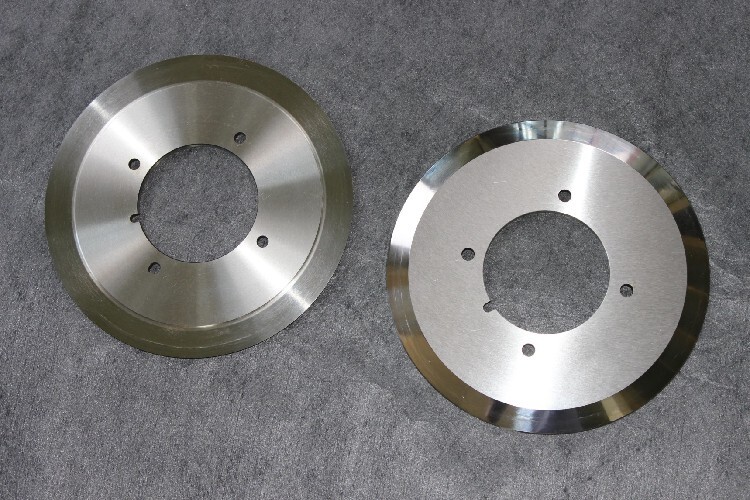
分切圆刀片需要哪些技术改进
一、分切圆刀片的动平衡性,对提高刀片的安全性有很大的帮助,因为圆刀片的不平衡量会对主轴系统产生一个附加的径向载荷,其大小与转速的平方成正比.
二、圆刀片的夹紧方式,圆刀片的夹紧方法不允许采用一般的摩擦力夹紧,要用带中心孔的刀片,螺钉夹紧方式,或用特殊设计的圆刀片构造以避免刀片甩飞,刀座,刀片的夹紧力方向好与离心力方向共同,一起要操控好螺钉的预紧力,避免螺钉因过载而提前受损,对于小直径的带柄铣刀,可采用液压夹头或热胀冷缩夹头完成夹紧的和高刚度.
三、分切机刀片钛合金作为刀片材料,可有效减少圆刀片的破裂和提高它的极限转速.但由于钛合金对切口不怎么感冒,所以不适合制造刀体,因此有的高速铣刀已经开始用高强度铝合金来制造刀体了.
四、分切圆刀构造上,应尽量避免和减小受力集中,刀片上的槽会引起应力下降刀片的强度,因而应尽量避免通槽和槽底带尖角。
分切圆刀和其他刀具的区别
分切圆刀表面呈现亮白色,防锈性能良好,耐磨性是三种电镀里好的。分切圆刀的缺点是一旦镀铬层发生裂纹或者有缺陷,因为铬的电化效应会让发生裂纹处更加容易锈化。
分切圆刀表面非常的好看,氧化处理后呈现出金黄色很美观,硬度比铬略低耐磨性也较好。缺点是成本高昂,圆刀片镀钛也比较少,机械刀具中单轴撕碎机刀片镀钛较多,不过常用作单轴撕碎机刀片出口用。
在使用分切圆刀片进行操作之前,仔细检查每个零件是否正常,不要单使用,以免刀片弹出造成人身伤害。根据切割板的厚度,调整圆形刀片剪刀之间的间隙。不允许同时切割两种不同规格和材料的板材。不允许重叠和剪切。剪切后的板材应具有平坦的表面,不能压实的较窄板材不得剪切。分切圆刀片操作者输送的手指应与剪刀口保持至少200毫米的距离,并离开挤压装置。手术后产生的废物是有角度的。操作人员应及时取出,以防刺伤或割伤。以上几点是分切圆刀片基本安全操作中应注意的要点。
最近来访记录
近期浏览






