






产品别名 |
分切圆刀片,圆形刀片,圆刀片,分切机刀片 |
面向地区 |
全国 |
经过两三次回火后将圆刀片放置在常温空气中冷却,这样圆刀片的热处理就完成了。要记住,不管是圆刀片还是其他刀片,使用时候的硬度都是经过回火得到的,一般经过淬火加温后得到一个较高的硬度,然后经过回火再来得到想要的圆刀片硬度。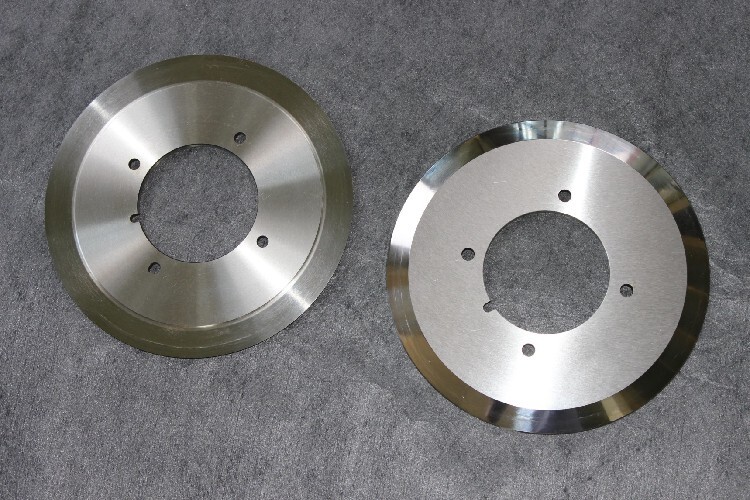
分切圆刀主要有上下圆盘刀剪切和圆刀揉捏式分切两种方法。圆刀分切是分切厚膜、复合厚膜、纸张等材料的主要分切方法。分切材料膜材厚度在100um以上建议选用圆刀分切。
上、下圆盘分切刀片方法使用广泛,主要有切线分切与非切线分切两种。切线分切为材料从上下两圆盘刀的切线方向分切,这种分切对刀比较方便,上圆盘刀和下圆盘刀可根据分切宽度要求,很容易当地接调整方位。它的缺点是材料很容易在分切处产生漂移现象,所以精度不高,现在一般不必。非切线分切是材料和下圆盘刀有一定的包角,下圆盘刀落下,将材料切开。这种分切方法能够使材料不易产生漂移,分切精度高。可是调刀不是很方便,下圆盘刀安装时,将整轴拆下。圆刀分切适合分切比较厚的复合膜和纸张类。
刀片的刃磨精度与刃口角度也是影响所以寿命的因数之一,分切刀片一般选用单刃刀口规划,其磨刃角度在30°左右。一般,刀口斜角面在裁切过程中承受着摩擦力比较大,在纸边的摩擦下,刀片的斜面很快被磨损,考虑到裁切物抗切力大小的前提下,磨刃的角度可以应尽量小。
分切刀片在使用过程中应当注意的地方
1、每次刃磨刀口时,充分冷却,以免刀口退火。为了使刀口更锋利,更光亮,在运用前使用油石将刀口进行精细刃磨。裁切时,应在刀口常常涂抹肥皂或石腊,以延长切刀的度,使裁切物切边润滑。如果发现裁切物切边有拉纸现象,应随时用油石修刃口或从头刃磨刀口。
2、不要将手臂放于刀床和压纸器下
主要承认主电机发动按钮处于中止状况,并承认主电机皮带轮处于静止状况,将刃磨好的刀片装在换刀器上,再将换刀器同刀片一同推到压纸器前刀床装刀片处,将裁切换刀选择开关置于右端换刀方位“”,按前所说方法滚动挂刀设备,将刀片上升到较高的位置,装上刀片衔接螺钉并拧紧,然后拧松换刀器上的2个手柄,拆下换刀器后,装上其他刀片衔接螺钉并拧紧;
刀片的刃磨精度与刃口角度也是影响所以寿命的因数之一,分切机刀片一般采用单刃刀口设计,其磨刃角度在30°左右。通常,刀口斜角面在裁切过程中承受着摩擦力比较大,在纸边的摩擦下,刀片的斜面很快被磨损,考虑到裁切物抗切力大小的前提下,磨刃的角度可以应尽量小。选择刀片时应该把裁切材料的质地考虑进来;在裁切过程中,刀口变钝的速度和所切材料的耐磨性有关。裁切质地越硬、韧性越大的材料时,所选择的分切机刀片质地和硬度应该越好。分切机刀片是使用在印刷、包装行业的刀片,裁剪精度、锋利程度及使用寿命在很大程度上左右着产品的生产效率;合理的选择和所以分切机刀片,可以更好增加成品的生产效率和换缩短刀时间。
最近来访记录







