





产品别名 |
下刀多刃刀圈,多刃刀圈厂家,多刃刀圈厂家报价,多刃刀圈厂家供应 |
面向地区 |
全国 |
正确调整分切机刀片:
每次装上新刀片,或刃磨后的旧刀片均应手动调整刀床的高低位置,以调整刀片的切入量,避免所换新刀片高度较大造成较深的裁切而引起事故,调整切刀时关闭主电机,待停止运转后才能进行!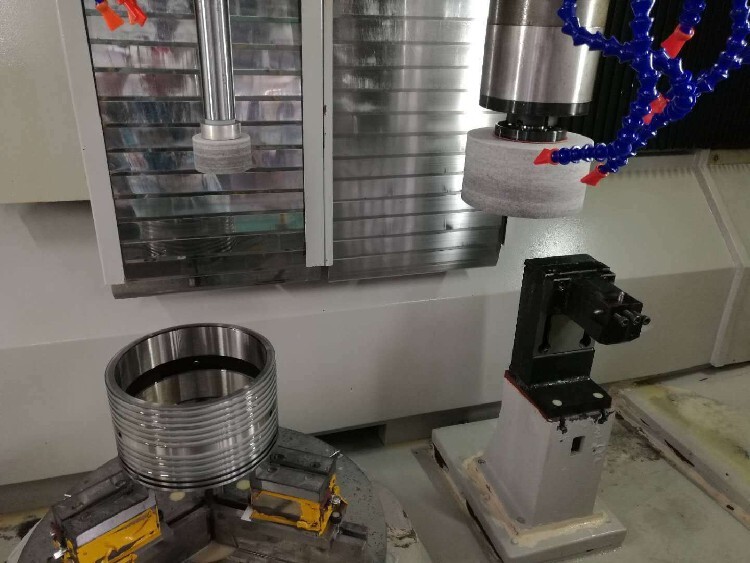
其调整步骤为:
1、确定刀片切入深度:用套筒扳手旋转皮带轮端面的螺母,使刀床运动到低点,并观察刀片切入刀条深度是否合理(正常切入0.5—1毫米)。如果刀口与刀条仅一端接触,可通过调整主机架后面偏心轴解决.
2、确定切削机处于换刀状态,停止主电机,按下主电机停止按钮,确认主电机处于静止状态后,再将裁切换刀选择开关置于中间换刀位置.
即使复卷机纵切系统正常工作时,刀片也会发生磨损.通过实际测试及研究分析其磨损成因.即上刀和底刀间磨损以及刀片在切削纸幅时所造成的磨损两种形式,并结合图示对磨损成因进行分析,以便在工作中迅速,准确地找到问题之所在,从而大限度地预防和减少磨损带来的负面影响.
多轴撕碎机刀片为爪刀,按照各个公司的设计,安装在双轴或四轴撕碎机上,一般可分为3爪撕碎机刀片、8爪撕碎机刀、12爪撕碎机刀片等,用于粉碎、撕裂和挤压达到减小物料尺寸,这种撕碎机刀片广泛应用于废塑料、废橡胶、木材和其他大体积废弃物的粉碎。
外径200MM 内孔165mm 高度92mm 外圆11道刃槽,宽3mm。一般在造纸复卷机配合上刀使用,常见上刀规格为直径150*90*2。上刀片本厂长期现货供应,欢迎选购。 造纸纸箱包装行业常用标准件刀圈,规格是外径150X内孔114X厚度40,内孔处有坡度和无坡度两种供选择,具体是否有坡度根据客户的生产作业要求。
选用的9CrSi,Cr12MoV(SKD-11),W6Mo5Cr4V2(高速钢)钢材为原料,运用的加工设备和的热处理设备,产品使用于金属分条、分切保护膜、胶带分切、薄膜分切、医用材料分切、纸张分切、化纤分切、纺织布分切、无纺布分切、捆条布分切、电子材料分切、铝箔分切、分纸刀等,各种材料的分切所用特殊规格,可来图来函定制。
最近来访记录







